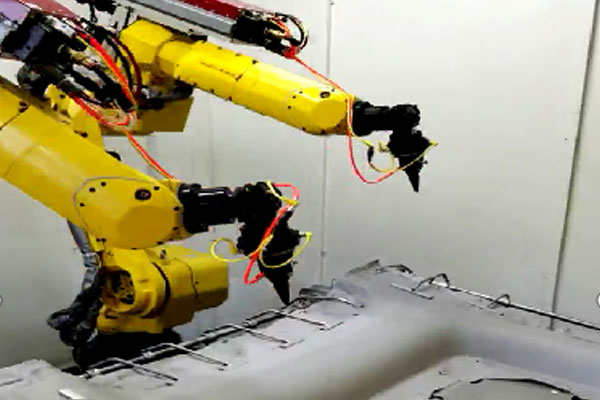
1. 弧焊機(jī)器人倒掛安裝在龍門架上,兼顧 1#和 2#兩個(gè)工位的自動(dòng)焊接工作;
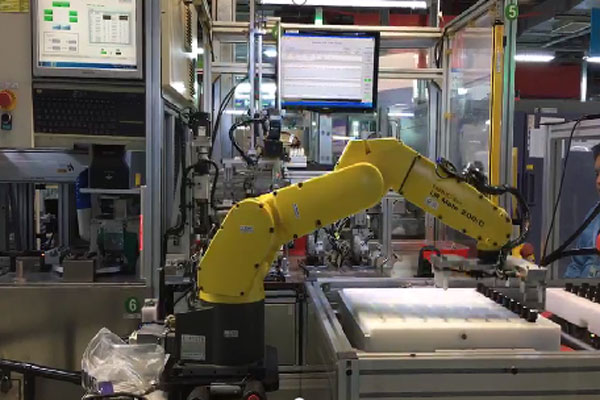
2. 工人借助運(yùn)輸工具將工件(油箱筒體和端蓋部件)運(yùn)送到工作站線邊,隔板焊接工位以及端蓋附件焊接工位的來(lái)料狀態(tài)均為裝配或者點(diǎn)固完整狀態(tài),且位置準(zhǔn)確;
3. 各工位設(shè)置有按鈕盒,除安裝在顯著便捷位置的安全按鈕,還有預(yù)約按鈕;工作站啟動(dòng)時(shí),各工位的安全光柵防護(hù)激活,保護(hù)避免工人侵入自動(dòng)工作區(qū)域。
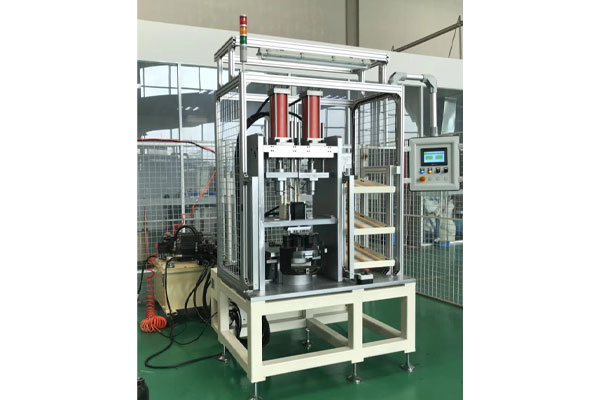
4. 端蓋附件焊接工位,工人手動(dòng)上件,輔助對(duì)齊,自動(dòng)定位和夾緊;在工作站觸摸屏上確認(rèn)換型,弧焊夾具完成自動(dòng)換型,滿足兩種型號(hào)工件的自動(dòng)焊接。
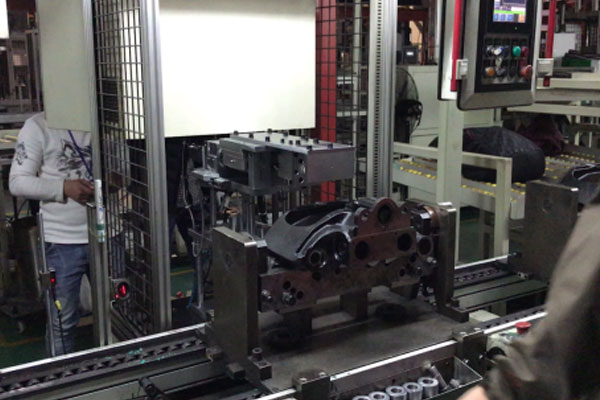
5. 工人借助運(yùn)輸小車將油箱筒體裝夾在 2 軸變位機(jī)上,調(diào)整好位置,自動(dòng)夾緊。
6. 設(shè)備維護(hù)時(shí),工人通過(guò)安全門進(jìn)入工作站操作。